









| WHAT YOU GET: |
|---|
|
WIA Austarc 16TC Low Hydrogen Electrodes
|
|
Size: 3.2mm
|
|
Choose Amount:
5kg or 15kg (3 x packets of 5kg)
|
|
Features Of Low Hydrogen Electrodes
|
|
All Positional (Not Vertical Down) Welding
|
|
Use AC Or DC Power Source
|
|
Exceptional Arc Stability
|
|
Unique Twin Coating Extrusion Process
|
|
Very Fluid Slag Action
|
|
Glassy Slag Easily Removed From Metal
|
|
Easy To Strike And Re-Strike
|
| FEATURES: |
|---|
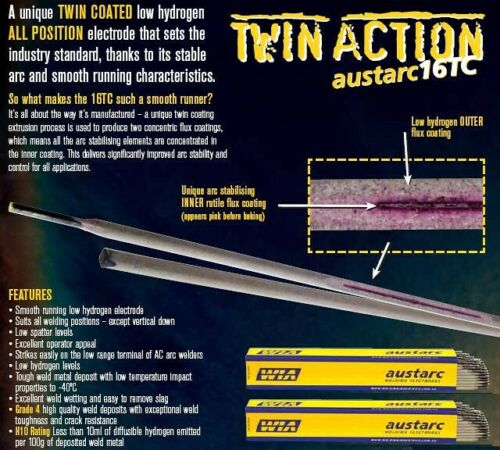
| The ideal hydrogen-controlled electrode for welding carbon, carbon-manganese and low alloy high strength steels. |
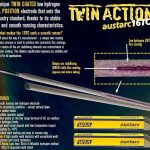
| Smooth running, basic low hydrogen electrode, developed for all positional (except vertical down) welding, using AC or DC power sources. It has exceptional arc stability and weldability and delivers high-quality weld deposits with reliable notch toughness to -40°C. |
| Austarc 16TC is manufactured using a unique twin coating extrusion process, which means all the arc stabilising elements are concentrated in the inner coating. This delivers significantly improved arc stability and control for all applications. |
| Very fluid slag action with the glassy slag easily removed from weld metal. |
| A great all-rounder electrode with exceptional arc stability. |
| Easy to strike and re-strike. |
| X-Ray quality. |
| Suitable for ‘buttering layers’/build-up welding repairs. High-strength welds on agricultural steels, grouser bars and stick rakes. Ideal for maintenance and repairs of all structural steel, stock grates (railway iron) and stock fencing. Earthmoving equipment and agricultural implements. |
| Made in New Zealand. |




{kind=link}