


How Contact Tips Impact Welding Operation Costs
Contact tips are one of the most frequently replaced components of a MIG gun. The contact tip is responsible for guiding the wire and transferring the current from the conductor tube—sometimes referred to as a swan neck or goose neck—through the filler wire and ultimately to the workpiece. Its critical functions include current transfer and wire targeting.
As one of the most replaced items in a MIG gun, it also tends to be one of the most costly MIG gun parts per year. Consider a contact tip that takes about 10 minutes to change. If your welder is paid $30/hour and has to change a contact tip five times a day while you run 2 shifts, you’re losing more than $13,000 a year in labour at that welding station by changing a contact tip more often than you need to, and that’s before even factoring the cost of the contact tip.
Just being able to go from five contact tip changes a day to two changes would result in a savings of over $7,500 a year at a single welding station. And a great deal of that cost can be realized by simply using a contact tip material that matches your welding parameters and process that is of a reputable quality. Sticking with quality welding contact tips ensures you get more life and spend less on your contact tips over the long haul.
While typically you want to trust your OEM’s welding contact tips, retrofit contact tips from reputable welding equipment manufacturers can also prove to be cost-saving options for you when it comes to lessening the frequency of replacing contact tips if your OEM isn’t getting you the results you need.
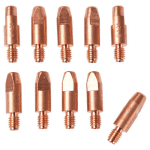
Contact Tip Size Matters
Contact tip size determines what wire size you can use and the amount of filler material that will be distributed during welding. When a contact tip begins to wear, the through-hole elongates and loses electrical conductivity, which greatly affects the gun’s ability to transfer current to the welding wire. Additionally, the tool centre point (TCP) begins to fluctuate as the wire dances around inside the now oversized tip. These conditions lead to poor arc starts, lower penetration, and decreased weld quality.
Sizes for welding contact tips range from .024″ to .094″ in terms of a wire size it can guide. Generally speaking, the larger the wire, the higher the parameters and the faster the deposition rate. It’s highly recommended that to match the contact tip size to the wire size with your MIG gun.
Likewise, contact tip threads come in a range of sizes from M6 to M12. These sizes are entirely dependent on the contact tip holder size, but the thread sizes correlate directly to the rating of the MIG gun. You won’t see a 500-amp MIG gun, for instance, using an M6 contact tip. Similarly, you won’t see a 200-amp MIG gun using an M10 contact tip because it’s unnecessary.
Choosing the correct contact tip for your welding application and understanding how to keep it performing at its best is just as critical as choosing all the other components and parameters needed to produce a quality weld.



{kind=link}